Giới thiệu
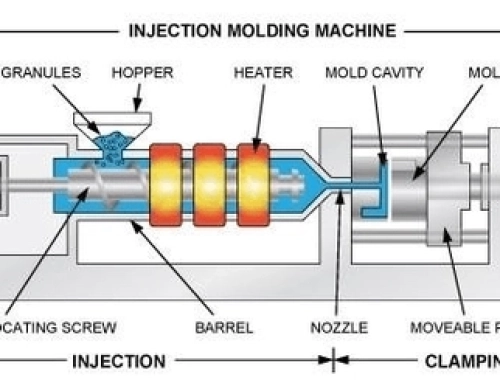
PLA và ABS là 2 vật liệu in FDM phổ biến nhất . Cả hai đều là nhựa nhiệt dẻo, có nghĩa là chúng chuyển sang trạng thái mềm và có thể tạo khuôn khi được nung nóng và sau đó trở lại trạng thái rắn khi nguội. Thông qua quy trình FDM, cả hai đều được nấu chảy và sau đó đùn qua vòi phun để tạo thành các lớp tạo nên sản phẩm cuối cùng.
Bài viết này sẽ phân tích về sự khác biệt chính giữa hai vật liệu được sử dụng phổ biến này. Dưới đây là bảng so sánh các thuộc tính chính của PLA và ABS:
| Tính chất* | ABS | PLA |
|---|---|---|
| Sức căng** | 27 MPa | 37 MPa |
| Kéo dài | 3,5 – 50% | 6% |
| Mô-đun uốn dẻo | 2,1 – 7,6 GPa | 4 GPa |
| Tỉ trọng | 1,0 – 1,4 g / cm 3 | 1,3 g / cm 3 |
| Độ nóng chảy | N / A (vô định hình) | 173 ℃ |
| Phân hủy sinh học | Không | Có, trong các điều kiện chính xác |
| Nhiệt độ chuyển đổi thủy tinh | 105 ℃ | 60 ℃ |
| Sản phẩm phổ biến | LEGO, vỏ điện tử | Chén, túi nhựa, dao kéo |
* Nguồn từ MakeItFrom.
** Được lấy từ Optimatter cho mẫu thử nghiệm với 100% mực in, chiều cao lớp 0,2mm được in ở dạng tuyến tính.
ABS và PLA là gì?
ABS (Acrylonitrile Butadiene Styrene) là một loại nhựa nhiệt dẻo phổ biến nổi tiếng trong ngành công nghiệp ép phun. Nó được sử dụng cho các ứng dụng như LEGO, vỏ điện tử và các phụ tùng ô tô.
PLA (Axit Polylactic) là một loại nhựa nhiệt dẻo có thể phân hủy sinh học (trong các điều kiện thích hợp) có nguồn gốc từ các nguồn tài nguyên tái tạo như tinh bột ngô hoặc mía. Nó là một trong những loại nhựa sinh học phổ biến nhất, được sử dụng cho nhiều ứng dụng khác nhau, từ cốc nhựa đến cấy ghép y tế.
Độ bền
Với độ bền kéo tương tự như nhau giữa ABS và PLA, cả hai đều phù hợp cho nhiều ứng dụng tạo mẫu. ABS thường được ưa chuộng hơn do độ dẻo được cải thiện hơn PLA. Với độ bền uốn cao hơn và độ giãn dài tốt hơn trước khi đứt, ABS in 3D có thể được sử dụng cho các ứng dụng sử dụng cuối trong khi PLA vẫn phổ biến khi cần tạo ra mẫu với thời gian nhanh hoặc khi hình thức quan trọng hơn chức năng.
Hoàn thiện bề mặt và xử lý sau
Bản chất của việc in FDM đối với cả ABS và PLA là các lớp in sẽ hiện rõ sau khi in. ABS sau khi in thường ở dạng mờ trong khi PLA là dạng bán trong suốt, do đó PLA thường cho ra sản phẩm cuối cùng bóng hơn ABS.
Axeton thường được sử dụng trong quá trình gia công sau để làm nhẵn ABS, việc này cũng tạo cho bộ phận này có độ bóng. ABS có thể dễ dàng chà nhám và thường được gia công (ví dụ: khoan) sau khi in. PLA cũng có thể được chà nhám và gia công, tuy nhiên cần phải cẩn thận hơn.
Nếu tính thẩm mỹ của một bộ phận là quan trọng, thì nên in bằng SLA hoặc Phun vật liệu .
Khả năng chịu nhiệt
Đối với các ứng dụng nhiệt độ cao, ABS (nhiệt độ chuyển thủy tinh là 105°C) phù hợp hơn PLA (nhiệt độ chuyển thủy tinh là 60°C). PLA có thể nhanh chóng mất đi tính toàn vẹn về cấu trúc và có thể bắt đầu sụp xuống và biến dạng, đặc biệt là khi chịu tải trọng trong khi nó tiến gần đến 60 ° C.

Bản in ABS 100 micron với xử lý Acetone (Trái), bản in ABS 100 micron (giữa) và bản in ABS 200 micron (phải)
Khả năng phân hủy sinh học
PLA ổn định trong các điều kiện khí quyển thông thường và sẽ phân hủy sinh học trong vòng 50 ngày trong tủ ủ công nghiệp và 48 tháng trong môi trường nước. ABS không phân hủy sinh học, tuy nhiên nó có thể được tái chế. PLA thường được sử dụng để sản xuất các mặt hàng liên quan đến thực phẩm, tuy nhiên vẫn cần sự xác nhận của nhà sản xuất về sự an toàn trước khi đưa vào sử dụng cho mục đích này.

Sản phẩm từ nhựa PLA trong ngành thực phẩm
Quy tắc chung
- ABS và PLA là những vật liệu in FDM phổ biến nhất và thường có giá thành tương đương nhau. ABS có tính chất cơ học cao nhưng khó in hơn so với PLA.
- PLA lý tưởng cho các bản in 3D, khi tính thẩm mỹ là quan trọng. Do nhiệt độ in thấp hơn nên dễ in hơn và do đó phù hợp hơn với các bộ phận có chi tiết nhỏ.
- ABS phù hợp nhất cho các ứng dụng yêu cầu độ bền, độ dẻo, khả năng gia công và độ ổn định nhiệt. ABS dễ bị cong vênh hơn.
Tham khảo: https://www.hubs.com